
�
�
� (This article appeared in Volume IX Issue 3, September 2001.)�
� Achieving the most efficient port shape for any normally aspirated engine � requires the use of an accurate flow bench, an experienced operator and lots � of money. However, some basic home porting with simple tools can yield � significant improvements in performance. Have the machine shop install the � larger valve inserts, shorten the bottom of the valve guides by about 0.25", � install the guide liners, and chamfer/taper the cut guide edge (A). Don't have � them do any valve grinding or installation yet and do not get carried away and � have more of the guide length removed even though it creates quite a bit of � obstruction. The shorter the guide the more potential there is for valve wobble. � As importantly, the guides provide significant cooling for the valves.�
�
�
�
�
�
�
Cylinder head porting guide�
Porting the Buick 300 Head
� By: Kurt Schley �� (This article appeared in Volume IX Issue 3, September 2001.)�
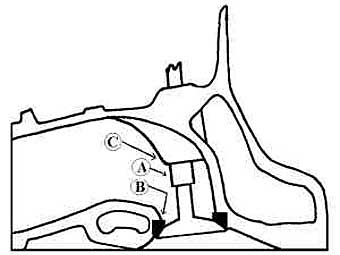
� Achieving the most efficient port shape for any normally aspirated engine � requires the use of an accurate flow bench, an experienced operator and lots � of money. However, some basic home porting with simple tools can yield � significant improvements in performance. Have the machine shop install the � larger valve inserts, shorten the bottom of the valve guides by about 0.25", � install the guide liners, and chamfer/taper the cut guide edge (A). Don't have � them do any valve grinding or installation yet and do not get carried away and � have more of the guide length removed even though it creates quite a bit of � obstruction. The shorter the guide the more potential there is for valve wobble. � As importantly, the guides provide significant cooling for the valves.�
�
�
Your first at-home task is to smooth and match the transition from the port to �
the valve seat insert (B) On the stock 300 heads, there is usually a pronounced �
lip immediately behind the insert where the port is actually a little larger in �
diameter than the insert. The gas/air flow impinges on the back of the insert �
and creates power robbing turbulence and back pressure. The transition between �
the port and the new, larger valve seat insert must be smoothed using a hand �
grinder. Remember that the head is relatively soft aluminum and it is easy to �
remove too much material! You want to just match the edges of the insert and the �
port, do not try to enlarge the port itself as this will slow down the charge �
velocity.�
��
�
�
�
�
�
| �
Enjoying this article? Our magazine is funded through the generous support of readers like you! � To contribute to our operating budget, please click here and follow the instructions. � (Suggested contribution is twenty bucks per year. Feel free to give more!)� |
�
�
The next area of attention is the aluminum boss holding the valve guide (C). �
The step from the boss to the smaller diameter guide adversely affects a smooth �
flow. With a long shank on the grinder, taper the boss gently down to the guide, �
being careful not to nick or gouge the guide itself. Now it is time to examine �
the walls of the ports behind the valves. As aluminum head casting technologies �
in 1964 were not up to today's standards, the port wall are sometimes excessively �
rough. These can be carefully lap sanded, again taking care to even out the walls �
while not actually enlarging the ports. Do not polish the walls to a perfectly �
smooth finish, as a certain port wall roughness is needed to keep the fuel in �
suspension in the air stream.�
�
�
�
�
�
Now the heads can be returned to the machine shop for valve installation and a �
good three angle valve job.�
� Disclaimer: This page was researched and written by Kurt Schley. Views expressed � are those of the author, and are provided without warrantee or guarantee. Apply at your own risk.�
�
�
� Disclaimer: This page was researched and written by Kurt Schley. Views expressed � are those of the author, and are provided without warrantee or guarantee. Apply at your own risk.�
