
�
 �
�
� by: James Jewell�
� No, I'm not revolutionary, but Powder Coating is! Let me clarify that statement: � Affordable DIY powder-coating is a revolutionary method for the hobbyist to protect � and beautify any conductive material that won't melt at or below 400F. If you keep � reading, you'll learn how powder coating works, what affordable systems are on the � market and how I've developed my personal operating procedure.�
� We've all had to paint things in our lives, sometimes to protect the item from � corrosion, and other times to improve the item's appearance. Finally, it is often � done for both reasons at the same time. So what are the traits we are looking for � when we paint? Well, we want something that adheres well to the substrate (the item � we're painting), is non-porous (doesn't let the elements through) and is tough � (resistant to impact and other stresses and strains). Beyond these basic traits, � we want a wide color selection and possibly a texture selection and we may want � the material to resist high temperatures and possibly UV radiation. Many of the � modern urethane paints have these properties, but there are times when another tool � may better suit the job at hand. Don't get me wrong, I am a BIG fan of modern � automotive paints for covering large body panels. They are so much better than the � lacquers of a decade ago. However they have their drawbacks. They are expensive, � toxic and messy! It can be a real pain to mix up a small batch for some bracket or � widget, and then have to clean up your gun and other spraying equipment as if you � had just done a big job. Rattle-can paint is acceptable for many jobs, but there is � a certain skill required to do the job right without runs, and frankly, I just don't � think they are that tough, nor do they adhere as well as I'd like them to do in the � tough automotive environment. Finally, all paints produce a certain amount of overspray, � including the best HVLP guns. This overspray is messy, wasteful and often needs to � be cleaned up, if for no other reason than preserving domestic tranquility.�
�
�
�
�
Powder Coating: "Powder for the People"
� This article appeared in The British V8 Newsletter - Volume XII, Issue 3 - September 2004�� by: James Jewell�
� No, I'm not revolutionary, but Powder Coating is! Let me clarify that statement: � Affordable DIY powder-coating is a revolutionary method for the hobbyist to protect � and beautify any conductive material that won't melt at or below 400F. If you keep � reading, you'll learn how powder coating works, what affordable systems are on the � market and how I've developed my personal operating procedure.�
� We've all had to paint things in our lives, sometimes to protect the item from � corrosion, and other times to improve the item's appearance. Finally, it is often � done for both reasons at the same time. So what are the traits we are looking for � when we paint? Well, we want something that adheres well to the substrate (the item � we're painting), is non-porous (doesn't let the elements through) and is tough � (resistant to impact and other stresses and strains). Beyond these basic traits, � we want a wide color selection and possibly a texture selection and we may want � the material to resist high temperatures and possibly UV radiation. Many of the � modern urethane paints have these properties, but there are times when another tool � may better suit the job at hand. Don't get me wrong, I am a BIG fan of modern � automotive paints for covering large body panels. They are so much better than the � lacquers of a decade ago. However they have their drawbacks. They are expensive, � toxic and messy! It can be a real pain to mix up a small batch for some bracket or � widget, and then have to clean up your gun and other spraying equipment as if you � had just done a big job. Rattle-can paint is acceptable for many jobs, but there is � a certain skill required to do the job right without runs, and frankly, I just don't � think they are that tough, nor do they adhere as well as I'd like them to do in the � tough automotive environment. Finally, all paints produce a certain amount of overspray, � including the best HVLP guns. This overspray is messy, wasteful and often needs to � be cleaned up, if for no other reason than preserving domestic tranquility.�
�
�
So this is where powder coating comes in. Powder coating (referred to as PC for the �
remainder of the article) is sometime referred to as electro-static powder painting �
and non-solvent painting. All of these names give you clues as to the nature of the �
process. The general process is to create a large voltage differential between the �
powder at the gun and the part to be coated and to then use this voltage to attract �
and loosely adhere charged powder to the part. The part (and its thin powder coating) �
is then heated to the temperature where the powder melts, flows and ultimately cures �
into a coating that possesses many of the desirable traits mentioned at the beginning �
of the article. �
� That is the generic process, but it won't help you, the reader, coat that freshly � sandblasted oil pan you are holding in your hand (by the way, you can put the sump � down until you are finished reading the article). �
��
 �
�
�
�
�
�
� That is the generic process, but it won't help you, the reader, coat that freshly � sandblasted oil pan you are holding in your hand (by the way, you can put the sump � down until you are finished reading the article). �
�
�
�
�
In a real system, you have the "gun", the power supply, the ground lead and the �
activation switch.�
� The power-supply is a device that creates a huge voltage differential between the � tip of the gun and the ground lead on the order of one- to three-thousand volts. � The gun looks very similar to a gravity-feed paint gun, except that the reservoir � holds powder and it has a big orifice where the powder leaves the gun after passing � over electrically charged metal rods. It is also operated at a lower air pressure � than most spray guns. The ground lead is an insulated wire with an alligator clip � on the end which connects to the metal part you are painting and ensures that the � voltage at the gun is properly referenced to that part.�
� The activation switch is either a hand or foot operated switch that allows the � painter to establish the voltage field just before the powder is applied and keep � it active for a few seconds after the powder is sprayed so that the residual powder � cloud is pulled to the work piece.�
��
�
� For the average part to be coated, it must first be prepared like any other metal � part prior to painting, it is then suspended from a hook while the ground lead is � attached to a section that won't need coating. The gun is filled with the powder of � choice, and the painter holds down the activation switch. At this point the painter � can begin to shoot powder towards the part. Once the part is done and the trigger on � the powder gun is released, the painter should hold the activation switch down for a � few seconds so the powder cloud still in the air will be attracted to the part. You � see, unlike regular paint that moves from the gun to the part with enough velocity � to travel in what appears to be a straight line, the powder wafts from the gun to � the part in a cloud that looks like smoke from a lit cigarette or steam leaving a � boiling teakettle.�
� There are three systems that I know of in the "reasonable" price range: One from � Harbor Freight and two from The Eastwood Company. The least expensive is the Chicago � Electric brand sold by Harbor Freight and a few other places. This model runs about � $90.00, but if you get their catalogs and browse them, you can find it usually once a� month for $59.00. Keep in mind, though, if you request their catalogs, you will get � about 6 catalogs a week which are approximately 99.99543% identical. To make things � even more confusing, they often list what appears to be the same item twice on � different pages with two different part numbers and prices.�
� The easiest way to find it is to go to their web-page (www.harborfreight.com) and do a � search for "powder." In general their catalogs have great deals on a lot of automotive � tools, if you don't mind overtly supporting the totalitarian Chinese regime with your � hard-earned capitalist cash. The Eastwood company sells two models, and you all should � subscribe to their catalog. You'll get no more than one issue a month, and they are � probably the best one-stop restoration supply store in the Nation! Trust me, if you have � never seen their catalog, you are in for a treat! Also, if you are doing a major � restoration/conversion, you can join their "club" and get free shipping for a year. � Because I'm doing a full restoration, I've saved a lot of money on shipping this way. �
��
 �
�
�
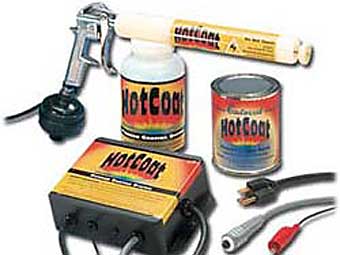
� At the entry-level, Eastwood markets the "HotCoat" standard gun for around $100.00. I � can only suspect that it, too, is an off-shore product, but most electronic products are. � The only drawback to this system is that the activation switch is hand activated, which � means that you'll need two hands to paint, unlike both other models mentioned here, which � use a foot-switch, freeing up the other hand to untangle hoses or rotate parts. �
��
 �
�
�
� Eastwood's flagship model is the "Hot Coat - Pro" which sells for about $700.00. This � one is a real beauty with much more rugged construction than the other two, and it creates � an adjustable voltage potential from between 10,000V and 25,000V, which is much higher � than the other two models I mentioned. This means that the gun can be held a little further � away, leading to faster coverage and higher transfer efficiency. I would love to have this � one, especially if I were going to coat something large like a frame, or entire body � panels, but I can't justify the expense for the pulleys and brackets that I'm coating. � I suspect that there are more models available in this price range, but after I got � my $59.00 Harbor Freight special, I stopped looking. �
� Now that you know what hardware is out there, how about the powder itself? There are � a variety of powder types available on the market. In general, they are all considered � thermosets, because they cure above a certain temperature, as opposed to just melting. � They will not "re-melt" if heated above that temperature again, and will remain stable � until they are heated to a much higher temperature at which they burn. This � temperature is dependent on the makeup of the individual powder in use, and as with � regular paints, some are formulated to work at extremely high temperatures. Powders are � typically categorized into five groups: epoxy, epoxy-polyester, often called hybrid � powder, polyester-urethanes, TGIC-polyester, and acrylic. Each type has its strong and � weak points. There also appear to be some pure polyester powders on the market, but I � was unable to find much information on them.�
� Epoxies are tough, yet flexible, and have outstanding chemical and corrosion resistance. � They are, however, not UV resistant, and can fade and break down when exposed to � sunlight. By adding polyester to the mix, the transfer efficiency increases but these � hybrids lose some of the pure epoxy's resistance to the elements. Polyester-urethanes � produce smooth finishes and are UV resistant, but tend to outgas during the curing � process, so thin applications must be applied if pinholes are to be avoided. TGIC � polyesters may be the best of the lot, because they have nearly all of the positive � benefits (UV resistance, toughness, flexible, etc.) and few of the negatives (no � out-gassing, etc.). Acrylics can produce a beautiful finish, but there are few � manufacturers of the needed resins, and the chemistries can sometimes be incompatible.�
� Now that I've dumped this arcane information on you, I'll have to say that many � suppliers don't clearly advertise from what chemical compounds their powders are � made. Many will list their powders simply as Interior Grade, or Exterior Grade. � That is usually enough information for me, as long as I'm buying from a reputable � dealer. The colors available are numerous and "special-effect" powders can be had, � too. Powders come in all gloss-levels, and can be had in textured, metallic, candy � and pearlescent finishes. Some finishes require two different powders to be applied, � and there are even zinc-based primer powders that add a sacrificial corrosion element � for extra protection. Clear-coat powders can be added over basecoat powder, and can � also be added over polished metal for resistance to tarnish. This is a nice touch � for wheels and intake manifolds. �
� There are hi-temp powders that can be used on the engine block and heads and are � good up to 1000 degrees F, but the color choices are limited, and they won't work on � headers, which usually get into the 1200 to 1500 degree F range. Before we get into � the powder coating process, we need to go over the preparatory work. Just as with � conventional paint, we need to be working on a clean, grease-and-oil free surface. � The surface also needs to be free from rust. Without these conditions being met, � we'll have adhesion problems. The best way to prepare a part is to sand-blast it. � This will remove any rust or old finish, and will effectively etch the surface, which � will aid adhesion by giving the powder an irregular surface in which to bite. If the part � is small enough, and you have access to stainless steel tanks, you should then give � it a zinc phosphate or manganese phosphate coating. This coating is often known by � its trade name: Parkerizing.�
� Those of you who served in the military back when we had REAL main battle rifles made � from steel like the M14 and the M1 Garand will be familiar with the gray-green/black � granular finish that Parkerizing produces. The zinc-phosphate itself doesn't offer � the full level of rust protection, but rather its porous, granular surface absorbs � and holds oil which, together with the zinc, prevents the rust. With powder-coating, � the phosphated surface absorbs and holds the powder as it is cured. Since Parkerizing � is time-consuming (and smelly), we have ready access at most auto parts stores to a � simple spray-and-wipe product that produces similar results.�
� By whatever name it goes, we're talking about a green, phosphoric acid based product � that contains zinc. When you spray it on your steel-based part, the phosphoric acid � etches the metal which removes rust and gives a good rough surface. While I'm no chemist, � it's my understanding that the phosphate released as the phosphoric acid does its work � mixes with the free zinc in the liquid and produces a thin zinc-phosphate coating, just � like Parkerizing, only less so. The parts should be rinsed with de-ionized water after � the etching is complete and dried. I should also mention that zinc actually does protect � the metal a little, by oxidizing more easily than iron and acting as a sacrificial anode. � That is why most traditional corrosion-proofing methods involve zinc: galvanizing, � Parkerizing, and good old zinc-chromate paint. Are all of these steps necessary for � powder coating (or paint for that matter) to work? No, but the life of your final coat � will be proportional to the preparatory work you perform.�
� Now that you have prepared your part, you can begin the powder coating. Find a nice � place, out of the wind, and hang your part from a thin wire. Run the hose from your � air compressor to the gun and set the air-pressure between 10 and 30 psi. With a little � practice, you'll find the setting that works best for you. I prefer to keep the pressure � high at the compressor, and use a small regulator at the gun, so I don't have to hike � back and forth every time I want to adjust the pressure. I also recommend using a desiccant � filter just before the gun to keep the powder dry and clean. Fill the cup on the gun � with the powder of your choice, and find a good place on the work piece to attach the � grounding clip. You can also attach the clip to the wire from which you are hanging the � piece as long as the wire isn't insulated. Put on goggles and a good respirator, flip on � the power, depress the voltage-activating thumb-or-foot switch and pull the trigger. With � the basic system I own, I found that it works best if the tip of the gun is just a few � inches (2" or 3") away from the piece. I can actually hear a little hissing sound produced � by the electric field when I'm at the right distance. You can actually see the powder � drift towards the part, even if the gun isn't pointed directly at the part. I don't think � that the Chicago-Electric gun properly charges as many of the powder particles as do the � more expensive units.�
� In other words, it's my gut feeling that only a certain percent of the particles that get � shot out of any powder gun actually get charged. These particles will drift towards the � work piece even if the gun isn't pointed directly at it whereas the uncharged powder will � travel in the direction in which it was blown, and will miss the target if not pointed at � it. When the tip of the gun gets further away, with this low-end system, I don't believe � the field is strong enough to overcome the inertia of the air that is carrying the powder, � unless you are pointed right at the work piece. This also means that if you are trying to � coat a part with lots of nooks and crannies, like an engine block or transmission, the � turbulence caused by the air hitting the nooks will prevent the powder from depositing � into the nooks. All the more reason to keep the air pressure (and therefore powder � velocity) to a minimum, keep the gun very close to the work, and let the electric field � do all the work. Again, the pressure should just be high enough to waft powder out the � end of the gun like smoke. Still, if uncharged powder hits the work, it will still stick � and cure properly. So if you are coating a large, open piece, you don't have to worry so � much about the field and your distance. Just point and shoot like you would with HVLP gear. � One of the neat things about powder is that "overspray" can just be brushed or blown off � of whatever it hit. By that same token, if you were working in a clean enough environment � you could collect the "over-sprayed" powder and reuse it! This is common practice in � production shops that use one color in a special powder-coating "paint" booth. If you make � any mistakes, you can just blow them away up until the curing process begins. If you are � going to coat with just a single powder you can start the full curing right away. If you � are going to use multiple powders, such as a primer and top-coat, or color-coat and clear � coat, or all three (primer/base/clear) you must partially cure each coat before applying � the next, otherwise the next coat would blow off the powder from the previous coat. Once � powder is fully cured, it has such a smooth, non-porous surface that it is almost impossible � for a top-coat to stick to it. However, if you just heat it enough that it just starts to � flow out (read: melt), it will still allow a top-coat to bite into it, or even cross-link � if they are made from the same polymer. Here is where I'm going to share my best little � secret with you. I use my heat gun (normally used for stripping old house paint and applying � second degree burns to my extremities) to heat the part up just enough to melt the powder, � and no more. This can be done while the part is still hanging on its wire.�
� It's actually kind of fun to watch the dull powder melt into a shiny smooth liquid. Once � the part has cooled down, go ahead and apply your next coat. Here's the best part, though. � Even if I'm only putting on one coat, I still melt it with the heat gun before taking it � off the hook. This way, I eliminate the risk of messing up the powder en-route to the � location where I do the full curing. I was inspired to try this after I spent some time � powder coating my Buick manual transmission bell-housing a beautiful gloss yellow. I wasn't � going to cure it that day, so I gingerly placed it up on a shelf until the weekend arrived. � The next day I came home to find yellow paw prints all over it and a house cat with a � matching yellow butt. If I'd just used the heat-gun, that damn cat could have done the � forbidden Lambada all over my bell-housing and I'd never have known!�
�
�
�
� The power-supply is a device that creates a huge voltage differential between the � tip of the gun and the ground lead on the order of one- to three-thousand volts. � The gun looks very similar to a gravity-feed paint gun, except that the reservoir � holds powder and it has a big orifice where the powder leaves the gun after passing � over electrically charged metal rods. It is also operated at a lower air pressure � than most spray guns. The ground lead is an insulated wire with an alligator clip � on the end which connects to the metal part you are painting and ensures that the � voltage at the gun is properly referenced to that part.�
� The activation switch is either a hand or foot operated switch that allows the � painter to establish the voltage field just before the powder is applied and keep � it active for a few seconds after the powder is sprayed so that the residual powder � cloud is pulled to the work piece.�
�
| �
Enjoying this article? Our magazine is funded through the generous support of readers like you! � To contribute to our operating budget, please click here and follow the instructions. � (Suggested contribution is twenty bucks per year. Feel free to give more!)� |
� For the average part to be coated, it must first be prepared like any other metal � part prior to painting, it is then suspended from a hook while the ground lead is � attached to a section that won't need coating. The gun is filled with the powder of � choice, and the painter holds down the activation switch. At this point the painter � can begin to shoot powder towards the part. Once the part is done and the trigger on � the powder gun is released, the painter should hold the activation switch down for a � few seconds so the powder cloud still in the air will be attracted to the part. You � see, unlike regular paint that moves from the gun to the part with enough velocity � to travel in what appears to be a straight line, the powder wafts from the gun to � the part in a cloud that looks like smoke from a lit cigarette or steam leaving a � boiling teakettle.�
� There are three systems that I know of in the "reasonable" price range: One from � Harbor Freight and two from The Eastwood Company. The least expensive is the Chicago � Electric brand sold by Harbor Freight and a few other places. This model runs about � $90.00, but if you get their catalogs and browse them, you can find it usually once a� month for $59.00. Keep in mind, though, if you request their catalogs, you will get � about 6 catalogs a week which are approximately 99.99543% identical. To make things � even more confusing, they often list what appears to be the same item twice on � different pages with two different part numbers and prices.�
� The easiest way to find it is to go to their web-page (www.harborfreight.com) and do a � search for "powder." In general their catalogs have great deals on a lot of automotive � tools, if you don't mind overtly supporting the totalitarian Chinese regime with your � hard-earned capitalist cash. The Eastwood company sells two models, and you all should � subscribe to their catalog. You'll get no more than one issue a month, and they are � probably the best one-stop restoration supply store in the Nation! Trust me, if you have � never seen their catalog, you are in for a treat! Also, if you are doing a major � restoration/conversion, you can join their "club" and get free shipping for a year. � Because I'm doing a full restoration, I've saved a lot of money on shipping this way. �
�
�
� At the entry-level, Eastwood markets the "HotCoat" standard gun for around $100.00. I � can only suspect that it, too, is an off-shore product, but most electronic products are. � The only drawback to this system is that the activation switch is hand activated, which � means that you'll need two hands to paint, unlike both other models mentioned here, which � use a foot-switch, freeing up the other hand to untangle hoses or rotate parts. �
�
�
� Eastwood's flagship model is the "Hot Coat - Pro" which sells for about $700.00. This � one is a real beauty with much more rugged construction than the other two, and it creates � an adjustable voltage potential from between 10,000V and 25,000V, which is much higher � than the other two models I mentioned. This means that the gun can be held a little further � away, leading to faster coverage and higher transfer efficiency. I would love to have this � one, especially if I were going to coat something large like a frame, or entire body � panels, but I can't justify the expense for the pulleys and brackets that I'm coating. � I suspect that there are more models available in this price range, but after I got � my $59.00 Harbor Freight special, I stopped looking. �
� Now that you know what hardware is out there, how about the powder itself? There are � a variety of powder types available on the market. In general, they are all considered � thermosets, because they cure above a certain temperature, as opposed to just melting. � They will not "re-melt" if heated above that temperature again, and will remain stable � until they are heated to a much higher temperature at which they burn. This � temperature is dependent on the makeup of the individual powder in use, and as with � regular paints, some are formulated to work at extremely high temperatures. Powders are � typically categorized into five groups: epoxy, epoxy-polyester, often called hybrid � powder, polyester-urethanes, TGIC-polyester, and acrylic. Each type has its strong and � weak points. There also appear to be some pure polyester powders on the market, but I � was unable to find much information on them.�
� Epoxies are tough, yet flexible, and have outstanding chemical and corrosion resistance. � They are, however, not UV resistant, and can fade and break down when exposed to � sunlight. By adding polyester to the mix, the transfer efficiency increases but these � hybrids lose some of the pure epoxy's resistance to the elements. Polyester-urethanes � produce smooth finishes and are UV resistant, but tend to outgas during the curing � process, so thin applications must be applied if pinholes are to be avoided. TGIC � polyesters may be the best of the lot, because they have nearly all of the positive � benefits (UV resistance, toughness, flexible, etc.) and few of the negatives (no � out-gassing, etc.). Acrylics can produce a beautiful finish, but there are few � manufacturers of the needed resins, and the chemistries can sometimes be incompatible.�
� Now that I've dumped this arcane information on you, I'll have to say that many � suppliers don't clearly advertise from what chemical compounds their powders are � made. Many will list their powders simply as Interior Grade, or Exterior Grade. � That is usually enough information for me, as long as I'm buying from a reputable � dealer. The colors available are numerous and "special-effect" powders can be had, � too. Powders come in all gloss-levels, and can be had in textured, metallic, candy � and pearlescent finishes. Some finishes require two different powders to be applied, � and there are even zinc-based primer powders that add a sacrificial corrosion element � for extra protection. Clear-coat powders can be added over basecoat powder, and can � also be added over polished metal for resistance to tarnish. This is a nice touch � for wheels and intake manifolds. �
� There are hi-temp powders that can be used on the engine block and heads and are � good up to 1000 degrees F, but the color choices are limited, and they won't work on � headers, which usually get into the 1200 to 1500 degree F range. Before we get into � the powder coating process, we need to go over the preparatory work. Just as with � conventional paint, we need to be working on a clean, grease-and-oil free surface. � The surface also needs to be free from rust. Without these conditions being met, � we'll have adhesion problems. The best way to prepare a part is to sand-blast it. � This will remove any rust or old finish, and will effectively etch the surface, which � will aid adhesion by giving the powder an irregular surface in which to bite. If the part � is small enough, and you have access to stainless steel tanks, you should then give � it a zinc phosphate or manganese phosphate coating. This coating is often known by � its trade name: Parkerizing.�
� Those of you who served in the military back when we had REAL main battle rifles made � from steel like the M14 and the M1 Garand will be familiar with the gray-green/black � granular finish that Parkerizing produces. The zinc-phosphate itself doesn't offer � the full level of rust protection, but rather its porous, granular surface absorbs � and holds oil which, together with the zinc, prevents the rust. With powder-coating, � the phosphated surface absorbs and holds the powder as it is cured. Since Parkerizing � is time-consuming (and smelly), we have ready access at most auto parts stores to a � simple spray-and-wipe product that produces similar results.�
� By whatever name it goes, we're talking about a green, phosphoric acid based product � that contains zinc. When you spray it on your steel-based part, the phosphoric acid � etches the metal which removes rust and gives a good rough surface. While I'm no chemist, � it's my understanding that the phosphate released as the phosphoric acid does its work � mixes with the free zinc in the liquid and produces a thin zinc-phosphate coating, just � like Parkerizing, only less so. The parts should be rinsed with de-ionized water after � the etching is complete and dried. I should also mention that zinc actually does protect � the metal a little, by oxidizing more easily than iron and acting as a sacrificial anode. � That is why most traditional corrosion-proofing methods involve zinc: galvanizing, � Parkerizing, and good old zinc-chromate paint. Are all of these steps necessary for � powder coating (or paint for that matter) to work? No, but the life of your final coat � will be proportional to the preparatory work you perform.�
� Now that you have prepared your part, you can begin the powder coating. Find a nice � place, out of the wind, and hang your part from a thin wire. Run the hose from your � air compressor to the gun and set the air-pressure between 10 and 30 psi. With a little � practice, you'll find the setting that works best for you. I prefer to keep the pressure � high at the compressor, and use a small regulator at the gun, so I don't have to hike � back and forth every time I want to adjust the pressure. I also recommend using a desiccant � filter just before the gun to keep the powder dry and clean. Fill the cup on the gun � with the powder of your choice, and find a good place on the work piece to attach the � grounding clip. You can also attach the clip to the wire from which you are hanging the � piece as long as the wire isn't insulated. Put on goggles and a good respirator, flip on � the power, depress the voltage-activating thumb-or-foot switch and pull the trigger. With � the basic system I own, I found that it works best if the tip of the gun is just a few � inches (2" or 3") away from the piece. I can actually hear a little hissing sound produced � by the electric field when I'm at the right distance. You can actually see the powder � drift towards the part, even if the gun isn't pointed directly at the part. I don't think � that the Chicago-Electric gun properly charges as many of the powder particles as do the � more expensive units.�
� In other words, it's my gut feeling that only a certain percent of the particles that get � shot out of any powder gun actually get charged. These particles will drift towards the � work piece even if the gun isn't pointed directly at it whereas the uncharged powder will � travel in the direction in which it was blown, and will miss the target if not pointed at � it. When the tip of the gun gets further away, with this low-end system, I don't believe � the field is strong enough to overcome the inertia of the air that is carrying the powder, � unless you are pointed right at the work piece. This also means that if you are trying to � coat a part with lots of nooks and crannies, like an engine block or transmission, the � turbulence caused by the air hitting the nooks will prevent the powder from depositing � into the nooks. All the more reason to keep the air pressure (and therefore powder � velocity) to a minimum, keep the gun very close to the work, and let the electric field � do all the work. Again, the pressure should just be high enough to waft powder out the � end of the gun like smoke. Still, if uncharged powder hits the work, it will still stick � and cure properly. So if you are coating a large, open piece, you don't have to worry so � much about the field and your distance. Just point and shoot like you would with HVLP gear. � One of the neat things about powder is that "overspray" can just be brushed or blown off � of whatever it hit. By that same token, if you were working in a clean enough environment � you could collect the "over-sprayed" powder and reuse it! This is common practice in � production shops that use one color in a special powder-coating "paint" booth. If you make � any mistakes, you can just blow them away up until the curing process begins. If you are � going to coat with just a single powder you can start the full curing right away. If you � are going to use multiple powders, such as a primer and top-coat, or color-coat and clear � coat, or all three (primer/base/clear) you must partially cure each coat before applying � the next, otherwise the next coat would blow off the powder from the previous coat. Once � powder is fully cured, it has such a smooth, non-porous surface that it is almost impossible � for a top-coat to stick to it. However, if you just heat it enough that it just starts to � flow out (read: melt), it will still allow a top-coat to bite into it, or even cross-link � if they are made from the same polymer. Here is where I'm going to share my best little � secret with you. I use my heat gun (normally used for stripping old house paint and applying � second degree burns to my extremities) to heat the part up just enough to melt the powder, � and no more. This can be done while the part is still hanging on its wire.�
� It's actually kind of fun to watch the dull powder melt into a shiny smooth liquid. Once � the part has cooled down, go ahead and apply your next coat. Here's the best part, though. � Even if I'm only putting on one coat, I still melt it with the heat gun before taking it � off the hook. This way, I eliminate the risk of messing up the powder en-route to the � location where I do the full curing. I was inspired to try this after I spent some time � powder coating my Buick manual transmission bell-housing a beautiful gloss yellow. I wasn't � going to cure it that day, so I gingerly placed it up on a shelf until the weekend arrived. � The next day I came home to find yellow paw prints all over it and a house cat with a � matching yellow butt. If I'd just used the heat-gun, that damn cat could have done the � forbidden Lambada all over my bell-housing and I'd never have known!�
�
�
For the actual final curing, you have a few options. While you should RTFM or ask the �
powder seller for specifics, most powders will cure when held between 350 and 400 degrees �
F for a time period of 20 minutes. The metal beneath the powder needs to be at this �
temperature, not just the powder itself. There are several different ways of achieving �
this, but let me first provide a warning: When the powders melt, they release solvents �
into the air. These are bad to breathe, and can also contaminate surfaces to which they �
adhere. So wear a respirator (NOT just a paper filter) and DON'T use the kitchen oven! Now �
if you have an old kitchen oven that you can move outside the house and into a �
well-ventilated shop, then by all means do! If you are only doing small parts, then a �
toaster oven may work. In general, electric ovens work very well! I've even seen electric �
"smokers" that my fellow rednecks, um, I mean "sons of the soil" use to cure their venison �
or possum that would be big enough to hold an alloy wheel.�
� They seem reasonably priced, too. The other method is to use Infra-Red (IR) radiation to � cure the powder, which is my current method. Many auto manufacturers cure their OEM paint � jobs by putting the cars in a booth illuminated by IR sources. IR is the portion of the � light spectrum with a wavelength just a bit longer than red, just outside the ability of � the human eye to see, and used by fast food dives around the world to keep fries and � burgers warm for hours or days. Unlike most of the visible spectrum, which reflects off � of materials without losing much of its energy, IR energy has the ability to efficiently � heat the object at which it's pointed, without losses to the air through which it passes. � It's an efficient method of heating large areas as the air itself doesn't need to be � heated for people to feel warm. Most space heaters work by IR radiation, as do "heat � lamps." If you have convenient access to 240V or higher, there is no reason not to use � an electric IR source, but most domestic wiring cannot support the amperage required at � 120V to provide the necessary wattage. I have been using a propane powered source. A � quick look through any industrial or builder supply catalog will list a variety of propane � powered IR heaters. I bought the El-Cheapo match-light version for $50 which clamps right � on the top of a portable propane tank. I take everything outside, hang the coated part in � front of the IR source and light it. I also have a non-contact thermometer (w/laser pointer) � that I use (on the back of the part to be cured) to tell when the part is up to temperature. � Once the part gets near 400F, I start the clock. With an IR source, the only difficulty � is in keeping track of where you have cured, vs. where you haven't. With an oven, you know � that the entire part has been cured, but you have to have parts small enough to fit in said � oven. With the IR, you have to develop a mental system for tracking where you have cured. � The advantage is that you can cure entire body panels this way. When all is said and done, � you can sit back and admire your work, or buff your parts to an even higher shine. There � are some neat "black-chrome" effects you can get with a little elbow grease and a buffer. � It's all up to you! Powder-coating, especially with the low-end gear, is fantastic for � coating the parts that will get a lot of abuse that regular paint couldn't handle, but � don't need to be beautiful.�
� Suspension components and anything on the underbody or under the hood are well suited � for the first-timer. �
� The headlight bowls inside the fenders of many LBC's are a perfect choice for a � primer/topcoat powdercoat project that can stand up to all the road crud that will get � thrown its way! Just make sure that the part is all metal, or the curing temperature could � ruin it. A vacuum-booster for your brake system would be a tempting project and it's all � metal on the outside however the curing temperatures would destroy the internal diaphragm � faster than you can say "fender-bender." Below are a bunch of links that are well worth � your time to visit. So be safe and have fun!�
� Helpful Web Links for Powder Coating:�
��
�
� Disclaimer: This page was researched and written by James Jewell. Views expressed are those of � the author, and are provided without warrantee or guarantee. Apply at your own risk.�
�
�
� They seem reasonably priced, too. The other method is to use Infra-Red (IR) radiation to � cure the powder, which is my current method. Many auto manufacturers cure their OEM paint � jobs by putting the cars in a booth illuminated by IR sources. IR is the portion of the � light spectrum with a wavelength just a bit longer than red, just outside the ability of � the human eye to see, and used by fast food dives around the world to keep fries and � burgers warm for hours or days. Unlike most of the visible spectrum, which reflects off � of materials without losing much of its energy, IR energy has the ability to efficiently � heat the object at which it's pointed, without losses to the air through which it passes. � It's an efficient method of heating large areas as the air itself doesn't need to be � heated for people to feel warm. Most space heaters work by IR radiation, as do "heat � lamps." If you have convenient access to 240V or higher, there is no reason not to use � an electric IR source, but most domestic wiring cannot support the amperage required at � 120V to provide the necessary wattage. I have been using a propane powered source. A � quick look through any industrial or builder supply catalog will list a variety of propane � powered IR heaters. I bought the El-Cheapo match-light version for $50 which clamps right � on the top of a portable propane tank. I take everything outside, hang the coated part in � front of the IR source and light it. I also have a non-contact thermometer (w/laser pointer) � that I use (on the back of the part to be cured) to tell when the part is up to temperature. � Once the part gets near 400F, I start the clock. With an IR source, the only difficulty � is in keeping track of where you have cured, vs. where you haven't. With an oven, you know � that the entire part has been cured, but you have to have parts small enough to fit in said � oven. With the IR, you have to develop a mental system for tracking where you have cured. � The advantage is that you can cure entire body panels this way. When all is said and done, � you can sit back and admire your work, or buff your parts to an even higher shine. There � are some neat "black-chrome" effects you can get with a little elbow grease and a buffer. � It's all up to you! Powder-coating, especially with the low-end gear, is fantastic for � coating the parts that will get a lot of abuse that regular paint couldn't handle, but � don't need to be beautiful.�
� Suspension components and anything on the underbody or under the hood are well suited � for the first-timer. �
� The headlight bowls inside the fenders of many LBC's are a perfect choice for a � primer/topcoat powdercoat project that can stand up to all the road crud that will get � thrown its way! Just make sure that the part is all metal, or the curing temperature could � ruin it. A vacuum-booster for your brake system would be a tempting project and it's all � metal on the outside however the curing temperatures would destroy the internal diaphragm � faster than you can say "fender-bender." Below are a bunch of links that are well worth � your time to visit. So be safe and have fun!�
� Helpful Web Links for Powder Coating:�
�
| Harbor Freight Tools: | www.harborfreight.com |
| Eastwood Co: | www.eastwoodcompany.com |
| Columbia Coatings: | www.columbiacoatings.com |
| Caswell Plating: | www.caswellplating.com |
| Powder Coating Online: | www.powdercoatingonline.com |
| Tiger Drylac: | www.tigerdrylac.com |
� Disclaimer: This page was researched and written by James Jewell. Views expressed are those of � the author, and are provided without warrantee or guarantee. Apply at your own risk.�
