
�

�
�
BritishV8 2010: Touring Mark Scott's Prototype Development Shop
� as published in BritishV8 Magazine, Volume XVIII Issue 1, December 2010�� by: Curtis Jacobson�
�
�
From the Indianapolis 500 Hall of Fame museum, BritishV8 2010 participants traveled next to tour�
Prototype Development LLC, a specialized fabrication and racecar restoration shop. �
Prototype Development is owned by well-known racecar builder Mark Scott, previously of Riley�
& Scott Inc. Mark's newest venture provides precision parts to professional racing teams and�
to a diverse variety of industrial customers, plus services to individual automotive performance�
enthusiasts. They've been hired to do an impressive series of vintage race car restorations,�
including an ex-Jackie Stewart Lola T-90 Indy car. The Prototype Development staff also enjoys�
building and race-preping track-day and autocross cars. Prototype Development is particularly�
skilled and equipped for carbon fiber composite fabrication jobs. �
�
The BritishV8 2010 gang couldn't have been more warmly welcomed into any shop! Mark Scott and his�
team rolled out the red carpet, set up displays of some of the wonderful cars they've worked on,�
and even fired up their grilles to feed us a delicious lunch of burgers and sausages. �
�
�
�
Prototype Development LLC, an Indiana Company
�
Rapid Prototyping - Composite Fabrication
�
"Making Your Ideas Work"
�
�
Mark Scott was born in England, but raised and educated in New Zealand. After completing school,�
he went straight into his dream career of building race cars and engines. He returned to England�
in 1975 to build engines for the McLaren Formula One team, and was a member of that team through�
the 1976 season when McLaren's driver Mark Hunt won the F1 world championship. After taking time�
off to race Formula Fords, Mark returned to McLaren as lead mechanic for Niki Lauda in 1982. In�
1984 Mark joined Mayer Motor Racing to compete at the Indy 500 with drivers Tom Sneva and Howdy�
Holmes. He was chief mechanic for BMW's factory sports car team in 1985 and 1986. In 1987 he�
became chief mechanic for the Buick Indy car engine development team. Mark's career really shifted�
into high gear in 1990 when he partnered with Bob Riley to form Riley & Scott Inc. The partnership�
produced winning cars in SCCA Trans Am, Le Mans Prototype sports car racing, and Indy cars.�
The Riley & Scott business was purchased by Reynard Racing Cars in 1999.�
�
One of the many highlights of visiting Prototype Development was the opportunity to look over�
a Riley & Scott Indy car with one of its original creators. Next to it in the shop we also�
got to study a Ferrari 333SP chassis, which is basically a 1990's Formula One car configured�
to wear a sports car body for endurance racing. Beyond that, two of the famous Kenny Black�
Ford Mustangs...�
�
Having just come from the Indy 500 museum, my attention span for looking at completed cars was�
a little shorter than normal. No worries! I was fascinated to walk through the Prototype Development�
shop and see the tools and materials of their trade. My good friend Dave Craddock (of Preform Resources)�
was the perfect guy to do this with because he was willing to educate and inform me in two areas I'm�
only just beginning to study: advanced composite fabrication techniques and modern racecars.�
Just as I was starting to feel like I knew my way around the facility, Prototype Development staff�
member Rob Sparks started up an informal tour, which was also quite enjoyable and enlightening.�
Some of my snapshots and notes are included below.�
�
�

�
Rob Sparks gave BritishV8 2010 participants a tour of Prototype Development's workshop.
�
| �
Enjoying this article? Our magazine is funded through the generous support of readers like you! � To contribute to our operating budget, please click here and follow the instructions. � (Suggested contribution is twenty bucks per year. Feel free to give more!)� |
Composite Materials
��

�
Restoring body panels of a Ferrari 333SP racecar. The 333SP model was built by Michelotto for Ferrari.
�
The tub and chassis design was contracted out to Dallara, and the magnificent 4L V12 engine was of course
�
developed by Ferrari. (It was an enlarged version of Ferrari's Formula One engine.) The Ferrari 333SP was
�
developed specifically for the Le Mans Prototype (LMP) class that started in 1993, and from its debut in 1994
�
the Ferrari was extremely successful... until 1997 when the new Riley & Scott LMP-car made it obsolete.
�

�
So what are we looking at here? This is obviously the tail section that covers the engine. The part demonstrates
�
a variety of composite materials and techniques. The yellow sections are formed from aramid (Kevlar) mat whilst
�
black sections are formed from carbon fiber fabric. Kevlar fibers are relatively "tough", meaning they tend to yield
�
(i.e. stretch) before they break, whilst carbon fibers are stronger but relatively brittle. Kevlar is significantly lighter
�
than fiberglass or carbon fiber. Places where the cross-section is thicker are evidently filled with honeycomb core
�
to add stiffness. (Most likely, the core itself is extruded out of Nomex, but it might be aluminum.)
�

�
These elaborate body panels were made by vacuum bagging. In other words, a thin plastic sheet was layed over
�
the whole assembly and taped down with double-sided adhesive tape. A vacuum pump, pulling about 15psi,
�
was used to draw the wet composite fabrication down tight against the open, one-sided mold. Using a squeegee,
�
the operator would have worked air and excess resin to vacuum pump taps in the plastic sheet. The process of
�
vacuum bagging is very helpful for many reasons, three of which are: it helps eliminate air bubbles and voids in the
�
part, it removes excess resin so that the resulting part is lighter weight, and it yields a smoother surface texture.
�

�
What exactly do we see here? Mostly a variety of epoxy resins with different uses and properties. Resins are
�
formulated to cure at different temperatures. Some are formulated specifically for laminating versus surfacing.
�
Besides resins, you probably see some thinners, hardeners, gelcoats, and mold release chemicals.
�

�
This refrigerator is for storing "Pre-Preg". Instead of the fabricator applying liquid resin to fabric, sometimes it's better
�
to purchase fabric with the resin already applied to it. The main advantages are that the optimal ratio of resin to fiber
�
is pretty well ensured and that the fabric is more convenient to work with. The downsides are that it's expensive, the
�
Pre-Preg materials only have a shelf-life of several months, and they require cold storage to maintain their properties.
�

�
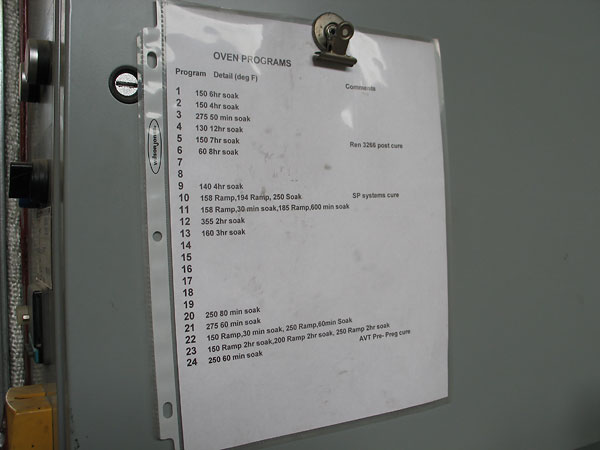
Prototype Development built their own curing oven, and has subsequently built a few curing ovens for other shops.
�
All plastic composite fabrications require heat to cure. Depending on the resin chemistry, the optimal amount of
�
heat varies widely. Generally, High Temperature Cure (HTC) epoxies are the strongest of the popular resins, and
�
Elevated Temperature Cure (ETC) epoxies are usually stronger than Room Temperature Cure (RTC) epoxies.
�
Even RTC epoxies often benefit from baking in a controlled post-cure heat cycle. Post curing can increase the
�
hardness and toughness of an epoxy composite fabrication by as much as twenty percent. Another reason for
�
a controlled post cure bake is that it can alter how the part will behave in a high temperature environment later.
�
�
Here on the side of the oven we see a chart of various heating cycles corresponding to the different
�
epoxy resins Prototype Development works with.
�

�
An oven is okay, but an autoclave is really interesting. Prototype Development purchased this composite curing
�
autoclave, cut it down the middle, and spliced in an extension so they can process longer parts in it. Composite
�
curing autoclaves like this typically heat to over 200F and pressurize to about 150psi. The whole point of the
�
autoclave is that it facilitates a higher fiber-to-resin ratio, which directly correlates to stronger parts.
�

�
This photo just shows plumbing. The autoclave has a water jacket, and heated fluid is pumped through it.
�
 �
�
Metallic Materials
��

�
Stomp the pedal and "Whomp!" A shear the size of this Niagara will easily, neatly, and accurately slice
�
through 3/8" thick steel across its whole width of over eight feet. Of course it neatly cuts thin sheet too.
�

�
This six foot Chicago press brake is another quality, heavy duty tool. It will bend thick or thin metals with ease.
�
However, I didn't see what I expected next to this machine: in some shops you'll see a great rack of dies next
�
to the press brake which, for example, allow the brake operator to achieve specific inside radii to their bends.
�

�
A machine shop wouldn't be complete without a lathe and a milling machine.
�

�
A view across the machine shop. Note particularly the nifty Rotex 18-station punch at far right.
�

�
This is the welding station, complete with a Lincoln Idealarc CV-300 MIG welder.
�
(Note the big spool of copper-coated steel wire next to the bottle of shielding gas.)
�

�
An immaculate workshop! Foreground: horizontal band saw. Background: paintbooth and composites curing area.
�

�
Foreground: metal cutting band saw. Background: composites fabrication area.
�
Car Projects
��

�
Mark Scott stands next to a Riley & Scott MkV Indy Car (circa 1997-99, about five were built).
�

�
The Brunton Super Stalker is Mark Scott's favorite model of Lotus Seven replica. This example
�
is powered by supercharged GM 3.8L V6 that produces about 270hp. Quite enough for a 1400# car!
�
Prototype Development enjoys building these street legal, track day ready sportscars to order.
�

�
Paul Snyder's WCM Ultralite S2K (Honda 2.0L VTEC powered) Lotus Super 7 replica.
�

�
Gary Dausch's Lotus 61 Formula Ford. (Repaired and restored chassis and suspension.)
�
�
An Employee's MGB V8 Project
��

�
Ted Lathrop and Les Shockey survey a familiar sight: a rubber-bumper MGB awaiting conversion.
�
Someone has apparently been trial-fitting a new fiberglass "Special Tuning" style air dam.
�

�
Rover 3.9 aluminum V8 (there are no bosses for crossbolted mains) and Borg-Warner T5 5-speed.
�
Note Weber gear reduction starter and D&D Fabrications swivel oil filter mount.
�

�
Top: Chevy 10-bolt rear axle with Eaton LSD and 3.42:1 gears, as were standard on Chevy S10 pickups.
�
Bottom: complete MG RV8 front suspension and brakes.
�
� Disclaimer: This page was researched and written by Curtis Jacobson. Views expressed � are those of the author, and are provided without warranty or guarantee. Apply at your � own risk.�
� Photos by Curtis Jacobson for BritishV8 Magazine. All rights reserved.�
